Ống thép cho đường nước và đường nước thải - Phần 4
9.2. Phương pháp thử và kết quả
9.2.1. Thử kéo
9.2.1.1. Thử kéo phải được thực hiện theo TCVN 197 (ISO 6892).
Các thông số sau phải được xác định trên mẫu thử được lấy từ thân ống:
Giới hạn bền kéo, Rm;
Độ giãn dài sau đứt, A;
Giới hạn chảy, ReH hoặc ReL, hoặc giới hạn chảy quy ước Rt0,5.
9.2.1.2. Nếu giới hạn chảy trên ReH không xảy ra, phải xác định giới hạn chảy quy ước Rp0,2 hoặc giới hạn chảy quy ước ở độ giãn dài tổng 0,5% Rt0,5.
9.2.1.3. Đối với các mẫu thử từ mối hàn, chỉ cần xác định giới hạn bền kéo Rm.
9.2.1.4. Giá trị nhận được tối thiểu phải bằng các giá trị trong bảng 5 cho từng loại mác thép và cho định hướng mẫu thử.
9.2.2. Thử nén bẹp
9.2.2.1. Thử nén bẹp phải được thực hiện theo TCVN 1830 (ISO 8492).
Mẫu thử phải chịu được ép bẹp mà không có hư hỏng đến khi khoảng cách H giữa các bàn ép là
Trong đó:
K = 0,09 cho các mác thép ST320 và ST360;
K = 0,07 cho các mác thép ST 410, ST430 và ST500.
9.2.2.2. Đối với hàn điện trở, bao gồm cả hàn cảm ứng, hoặc ống hoặc ống hàn giáp mép, phải thử nghiệm với vị trí vuông góc với lực tác dụng.
Không được có vết rách của đường hàn tới khi đạt được khoảng cách quy định H giữa các bàn máy.
Các hư hỏng nhỏ tại các cạnh rãnh hàn không được coi là không đạt.
9.2.2.3. Đối với ống không hàn, hàn giáp mép và hàn điện trở bao gồm cả hàn cảm ứng, theo lựa chọn của nhà sản xuất có thể thay thế thử nén bẹp bằng thử uốn được thực hiện theo hướng của độ cong ban đầu.
9.2.3. Thử uốn
9.2.3.1. Thử uốn phải được thực hiện phù hợp với TCVN 198 (ISO 7438).
9.2.3.2. Đối với ống không hàn, ống hàn giáp mép và hàn điện trở bao gồm cả hàn cảm ứng, mẫu thử phải được uốn theo hướng độ cong ban đầu. Với ống hàn, đường hàn phải nằm chính giữa mẫu thử. Kết quả thử uốn phải bằng giá trị H của thử nén bẹp.
9.2.3.3. Đối với ống hàn hồ quang dưới lớp thuốc hàn, trừ ống có mác thép ST320, phải uốn một mẫu thử với góc uốn 180o theo hướng độ cong ban đầu (thử uốn mặt) và một mẫu thử khác theo hướng ngược lại (thử uốn chân), xung quanh một trục gá có đường kính gấp 8 lần chiều dày quy định của ống.
9.2.3.4. Sau khi thử, mẫu thử không được xuất hiện bấy kỳ vết nứt hoặc hở khe nứt nào khi nhìn bằng mắt thường. Tuy nhiên, vết nứt nhỏ tại các cạnh rãnh hàn không được coi là không đạt.
9.2.4. Kiểm tra rò rỉ
9.2.4.1. Thử thủy lực
Mỗi ống phải chịu được thử áp lực nước với áp suất PE được xác định theo công thức sau:
Trong đó S = 60 % của ReH (xem Bảng 5).
Trừ khi có sự thỏa thuận khác, áp suất thử nước không quá 50 bar (5 MPa). Áp suất thử phải được duy trì ít nhất 5 s.
Ống bị rò nước được coi như không đáp ứng yêu cầu của tiêu chuẩn này.
9.2.4.2. Thử không phá hủy
Có thể thay thế thử áp lực nước, theo lựa chọn của nhà sản xuất, bằng thử không phá hủy được thực hiện theo ISO 9302.
9.2.5. Kiểm tra bằng mắt
Ngoại hình và tính hợp lý của ống phải được kiểm tra bằng mắt tại bề mặt trong và ngoài.
9.2.6. Kiểm tra kích thước
Ống phải được kiểm tra kích thước phù hợp với các quy định về đường kính ngoài và chiều dày ống. Chiều dày ống phải được kiểm tra tại đầu mút của ống.
Với ống có đường kính ngoài D < 508 mm, đường kính ngoài có thể được kiểm tra bằng thước lá hoặc thước kẹp, hoặc bằng tính toán chu vi thông qua thước dây.
Với ống có đường kính ngoài D ³ 508mm, đường kính ngoài phải được kiểm tra bằng tính toán thông qua thước dây.
9.2.7. Kiểm tra không phá hủy đối với mối hàn1)
Với tất cả các loại ống hàn, trừ ống đã đạt yêu cầu sau thử nghiệm không phá hủy thay cho thử áp lực nước theo điều 9.2.4.1, vùng hàn phải đạt yêu cầu thử không phá hủy theo kỹ thuật và công nghệ thích hợp của nhà sản xuất.
9.3. Sự hết hiệu lực của thử nghiệm
Áp dụng các điều kiện kỹ thuật được quy định trong TCVN 4399 (ISO 404).
9.4. Thử lại
Áp dụng các điều kiện kỹ thuật được quy định trong TCVN 4399 (ISO 404).
10. Ghi nhãn
10.1. Ống (có lớp phủ hoặc không có lớp phủ) được chế tạo theo tiêu chuẩn này phải được ghi nhãn, theo thứ tự dưới đây:
a) Nhãn hiệu của nhà sản xuất hoặc tên thương mại;
b) Mác thép (theo Bảng 3);
c) Số hiệu tiêu chuẩn này (ví dụ TCVN 11221);
d) W cho ống hàn, S cho ống không hàn, và, thêm vào đó, với ống có chứng chỉ nghiệm thu;
e) Ký hiệu của kiểm tra viên.
10.2. Ống có lớp phủ có thể yêu cầu ghi nhãn thêm phù hợp với các tiêu chuẩn hiện hành.
11. Lớp lót hoặc lớp phủ
Tất cả các lớp lót và/hoặc lớp phủ phải phù hợp với các tiêu chuẩn hiện hành hoặc các điều kiện kỹ thuật được thỏa thuận giữa nhà sản xuất và khách hàng.
12. Tài liệu
Các văn phải phải được soạn thảo phù hợp với các điều thích hợp được ghi trong TCVN 4399 (ISO 404).
Nếu không có yêu cầu đối với tài liệu được quy định trong 4.1, hoặc bất kỳ văn bản nào khác như đã quy định trong TCVN 4399 (ISO 404), ống chỉ cần được cung cấp với chứng chỉ công bố phù hợp.
PHỤ LỤC A
(Tham khảo)
SƠ ĐỒ BIỂU DIỄN CỦA CÁC KIỂU MỐI NỐI CHÍNH
Các kiểu mối nối được chỉ ra trong phụ lục này chỉ là các ví dụ, có thể chấp nhận các kiểu khác.
Các mối nối mặt bích nên được chế tạo phù hợp với ISO 7005-2.
Các mối nối hàn phải được chế tạo phù hợp với các tiêu chuẩn được ban hành bởi TCVN/TC 44, Hàn.
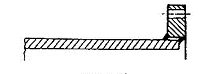
![]()
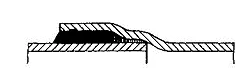
Hình A.1 - Mối hàn giáp mép
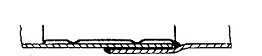
Hình A.2 - Mối nối ghép trượt

a)Ngắn

b) Dài

c) Cầu
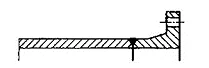
Hình A.3 -Mối nối ống lồng
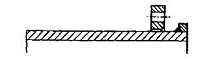
Hình A.4 - Mối nối ống lồng với đầu mút đặc biệt
a) Cổ bích hàn
b) Bích tự do (lỏng)
c) Bích tấm
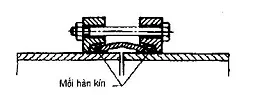
Hình A.5 - Mối nối mặt bích
Hình A.6 - Mối nối cho ống có lớp phủ bên trong
CHÚ THÍCH 3: Với các mối nối đã chỉ ra trên Hình A.3 và Hình A.4 đầu nối có thể thu được bằng cách chuẩn bị đầu mút ống, bằng hàn giáp mép, hoặc bằng ghép các chi tiết nối.
THƯ MỤC TÀI LIỆU THAM KHẢO
[1] ISO 2566-1, Steel - Conversion of elongation values - Part 1: Carbon and low alloy steels (Thép - Quy đổi các giá trị độ giãn dài - Phần 1: Thép cacbon và thép hợp kim thấp).
[2] ISO 3545, Steel tubes and tubular shape accessories with circular cross-section - Symbol to be used in specifications (Ống thép và phụ kiện dạng ống cói mặt cắt ngang hình tròn - Các ký hiệu được sử dụng trong đặc tính kỹ thuật).
[3] ISO 5262:1985, Steel pipes and fitting for buried or submerged pipe line - External and internal coating by bitumen or coal tar derived materials (Ống thép và phụ tùng nối ống cho đường ống được chôn hoặc chìm - Lớp phủ trong và ngoài bằng bitum hoặc vật liệu nhựa đường).
[4] ISO 6708:1980, Pipe components - Definition of nominal size (Các bộ phận ống - Định nghĩa của kích cỡ danh nghĩa).
[5] ISO/TR 7003:1990, Unified format for the designation of metals (Dạng thống nhất cho việc ký hiệu kim loại).
[6] ISO 7005-2:1988, Metallic flanges - Part 2: Cast iron flanges (Mặt bích kim loại - Phần 2: Mặt bích gang).
1) Các điều kiện thử và chuẩn chấp nhận sẽ được quy định trong thời gian tới đây trên cơ sở các cấp trình nghiên cứu do TCVN/TC 17 thực hiện
Xem lại: Ống thép cho đường nước và đường nước thải - Phần 3


Bài viết liên quan

Ống thép cho đường nước và đường nước thải - Phần 3
Bảng 10 - Dung sai chiều dày cho ống hàn Chiều dày T mm Dung sai mm % Các ống hàn giáp mép và hàn ...
Ống thép cho đường nước và đường nước thải - Phần 2
Bảng 2 - Điều kiện cung cấp cho ống hàn Quá trình chế tạo Điều kiện cung cấp (Tất cả các cấp) Hàn hồ ...
Ống thép cho đường nước và đường nước thải - Phần 1
TIÊU CHUẨN QUỐC GIA TCVN 11221:2015 ISO 559:1991 ỐNG THÉP CHO ĐƯỜNG NƯỚC VÀ ĐƯỜNG NƯỚC THẢI Steel ...
Ống và phụ tùng nối ống thoát nước bằng gang - Loạt có đầu bị bao - Phần 1
TIÊU CHUẨN QUỐC GIA TCVN 10179:2013 ISO 6594:2006 ỐNG VÀ PHỤ TÙNG NỐI ỐNG THOÁT NƯỚC BẰNG GANG - ...
Ống và phụ tùng nối ống thoát nước bằng gang - Loạt có đầu bị bao - Phần 2
3.7 Chiều dày và dung sai Bảng 3 giới thiệu chiều dày danh nghĩa và nhỏ nhất của các ống và phụ tùng ...
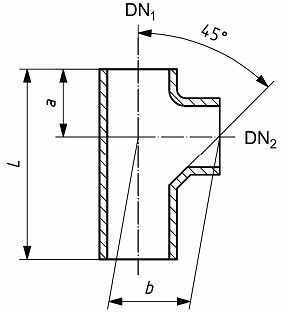
Ống và phụ tùng nối ống thoát nước bằng gang - Loạt có đầu bị bao - Phần 3
Hình 7 Bảng 8 - Ống nối một nhánh 45 0 - mẫu kéo dài Cỡ kích thước danh nghĩa L a b DN 1 DN 2 mm mm ...