Ống, phụ tùng nối ống, phụ kiện bằng gang dẻo và các mối nối dùng cho các công trình dẫn nước - Phần 4
5.2. Mối nối mềm
5.2.1. Quy định chung
Tất cả các mối nối mềm dùng cho các ống và chi tiết của đường ống bằng gang dẻo phải được thiết kế phù hợp với các yêu cầu của 5.2. Nếu thiết kế đã được nhà sản xuất thử nghiệm, lập thành tài liệu và sử dụng thành công trong thời gian ít nhất là 10 năm thì chỉ thực hiện thử kiểu được quy định trong 5.2.2 đối với áp suất bên trong, được quy định trong 5.2.3 đối với áp suất bên ngoài và được quy định trong 5.2.4 đối với áp suất âm đối với các thay đổi quan trọng trong thiết kế có thể ảnh hưởng bất lợi đến chất lượng sử dụng của mối nối.
Kết cấu của mối nối phải là kiểu được thử nghiệm để chứng minh độ kín đối với cả áp suất bên trong và áp suất bên ngoài trong các điều kiện bất lợi nhất của dung sai vật đúc và sự di chuyển của mối nối.
Phải có một phép thử kiểu cho ít nhất là một DN đối với mỗi một trong các nhóm DN được cho trong Bảng 9. Một DN đại diện cho một nhóm khi các đặc tính của nhóm dựa trên cùng các thông số thiết kế cho toàn bộ phạm vi cỡ kích thước.
Bảng 9 - Các nhóm DN cho thử kiểu
Các nhóm DN | 40 đến 250 | 300 đến 600 | 700 đến 1000 | 1100 đến 2000 | 2200 đến 2600 |
DN ưu tiên trong mỗi nhóm | 200 | 400 | 800 | 1600 | 2400 |
Nếu một nhóm bao hàm các sản phẩm có kết cấu khác nhau và/hoặc được chế tạo bằng các quá trình công nghệ khác nhau thì nhóm phải được chia thành các nhóm nhỏ.
Đối với một nhà sản xuất, nếu một nhóm chỉ chứa một DN hoặc PN thì có thể xem DN hoặc PN này như một phần của nhóm liền kề với điều kiện là nó có kết cấu đồng nhất và được chế tạo bằng cùng một quá trình công nghệ.
Phải thực hiện các phép thử kiểu trong kết cấu có khe hở hướng tâm lớn nhất theo thiết kế lớn nhất giữa các chi tiết được nối ghép (đầu bị bao nhỏ nhất cùng với đầu bao lớn nhất).
Trong thử kiểu, khe hở lớn nhất phải bằng khe hở hướng tâm lớn nhất theo thiết kế với dung sai %. Đường kính trong của đầu bị bao có thể được gia công để đạt được yêu cầu này, ngay cả khi đường kính hợp thành vượt ra ngoài một chút so với dung sai chế tạo bình thường.
Tất cả các mối nối phải được thử chất lượng sử dụng với một đầu bị bao có chiều dày thành gang trung bình (trên khoảng cách 2 DN, tính bằng milimét tính từ mặt mút của đầu bị bao) bằng giá trị nhỏ nhất được quy định cho ống dùng để thiết kế mối nối, %. Cho phép gia công cơ đầu bị bao của lỗ ống để đạt tới chiều dày yêu cầu.
Các mối nối mềm được hãm phải được thiết kế và thử nghiệm phù hợp với ISO 10804.
5.2.2. Áp suất bên trong
Độ kín của mối nối đối với áp suất bên trong phải được thử kiểu như đã quy định trong 7.1 ở áp suất thử 1,5 PFA + 5 bar, mối nối không được có rò rỉ nhìn thấy được ở hai vị trí sau:
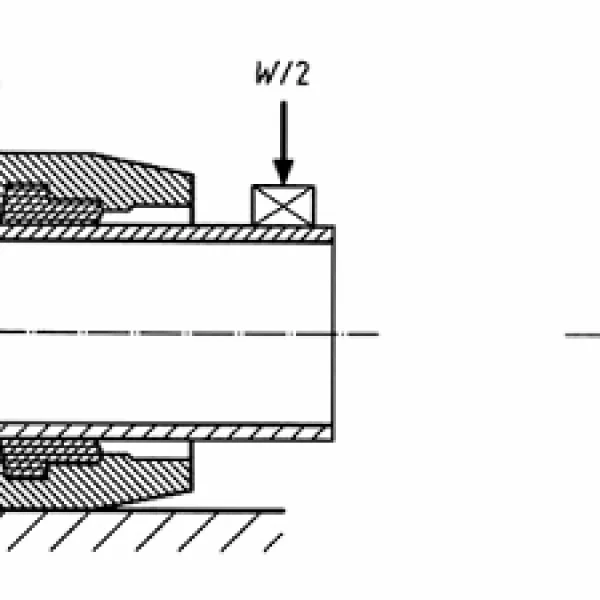
- a) Chỗ nối thẳng và chịu cắt; lực cắt ngang qua mối nối, được biểu thị bằng N không được nhỏ hơn 30 lần DN;
- b) Chỗ nối lệch: độ lệch góc cho thử nghiệm phải là độ lệch lớn nhất cho phép được chỉ dẫn trong sổ tay hoặc sách hướng dẫn của nhà sản xuất, nhưng không nhỏ hơn 3°30' đối với DN 40 đến DN 300, 2°30' đối với DN 350 đến DN 600, 1°30' đối với DN 700 đến DN 2600. Các độ lệch nhỏ nhất này không áp dụng cho mối nối ống được hãm.
5.2.3. Áp suất bên ngoài
Độ kín của mối nối đối với áp suất bên ngoài phải được thử kiểu như đã quy định trong 7.2; mối nối không được có rò rỉ nhìn thấy được khi chịu tác dụng của tải trọng cắt, không nhỏ hơn 30 lần DN.
Thử áp suất không được nhỏ hơn 2 bar.
5.2.4. Áp suất bên trong âm
Độ kín của mối nối đối với áp suất bên trong âm phải được thử kiểu như đã quy định trong 7.3 ở áp suất thử thấp hơn áp suất khí quyển 0,9 bar (xấp xỉ áp suất tuyệt đối 0,1 bar). Độ thay đổi lớn nhất của áp suất trong khoảng thời gian thử không được lớn hơn 0,09 bar sau 2 h, khi được thử ở hai vị trí sau:
a) Chỗ nối thẳng và chịu cắt; lực cắt ngang qua mối nối, được biểu thị bằng N không được nhỏ hơn 30 lần DN;
b) Chỗ nối lệch: độ lệch góc cho thử nghiệm phải là độ lệch lớn nhất cho phép được chỉ dẫn trong sổ tay hoặc sách hướng dẫn của nhà sản xuất nhưng không nhỏ hơn 3°30' đối với DN 40 đến DN 300, 2°30' đối với DN 350 đến DN 600, 1°30' đối với DN 700 đến DN 2600. Các độ lệch nhỏ nhất này không áp dụng cho mối nối ống được hãm.
5.3. Các mối nối mặt bích có mặt bích được đúc, vặn ren, hàn và điều chỉnh được
5.3.1. Quy định chung
Tất cả các mối nối mặt bích dùng cho các ống và chi tiết của đường ống bằng gang dẻo phải được thiết kế phù hợp với các yêu cầu của 5.3. Nếu thiết kế đã được nhà sản xuất thử nghiệm, lập thành tài liệu và sử dụng thành công trong thời gian ít nhất là 10 năm thì chỉ thực hiện thử kiểu được quy định trong 5.3.2 đối với các thay đổi quan trọng trong thiết kế có thể ảnh hưởng bất lợi đến chất lượng sử dụng của mối nối.
Đối với các mặt bích phức tạp, phải có một phép thử kiểu cho ít nhất là một DN đối với mỗi một trong các nhóm được cho trong Bảng 9. PN được thử là PN cao nhất hiện có cho mỗi thiết kế mặt bích. Một PN đại diện cho một nhóm khi các đặc tính của nhóm dựa trên cùng các thông số thiết kế cho toàn bộ phạm vi cỡ kích thước.
Nếu một nhóm bao hàm các sản phẩm có kết cấu khác nhau và/hoặc được chế tạo bằng các quá trình công nghệ khác nhau thì nhóm phải được chia thành các nhóm con.
Nếu, đối với một nhà sản xuất, một nhóm chỉ chứa một DN hoặc PN thì có thể xem DN hoặc PN này như một phần của nhóm liền kề với điều kiện là nó có kết cấu đồng nhất và được chế tạo bằng cùng một quá trình công nghệ.
5.3.2. Áp suất bên trong và momen uốn
Để chứng minh độ bền và độ kín trong các điều kiện làm việc, các mối nối mặt bích phải trải qua một phép thử kiểu. Khi được thử theo quy định trong 7.4, các mối nối không được có rò rỉ nhìn thấy được trong trường hợp chịu các ảnh hưởng kết hợp của một áp suất thủy tĩnh bên trong và một momen uốn như đã cho trong Bảng 10, trong đó:
- Áp suất là (1,5 PN + 5) bar,
- Momen uốn có liên quan thu được bằng cách bổ sung thêm các momen uốn do trọng lượng (khối lượng) của các chi tiết và của nước trong bộ phận thử và các momen uốn do một tải trọng bên ngoài có thể có được tính toán như một hàm số của chiều dài khẩu độ (nhịp) không được đỡ của gá đặt cho thử nghiệm (xem 7.4).
Phải thực hiện một phép thử kiểu cho mỗi kiểu mối nối mặt bích sẵn có cho sử dụng của nhà sản xuất phù hợp với Bảng 10.
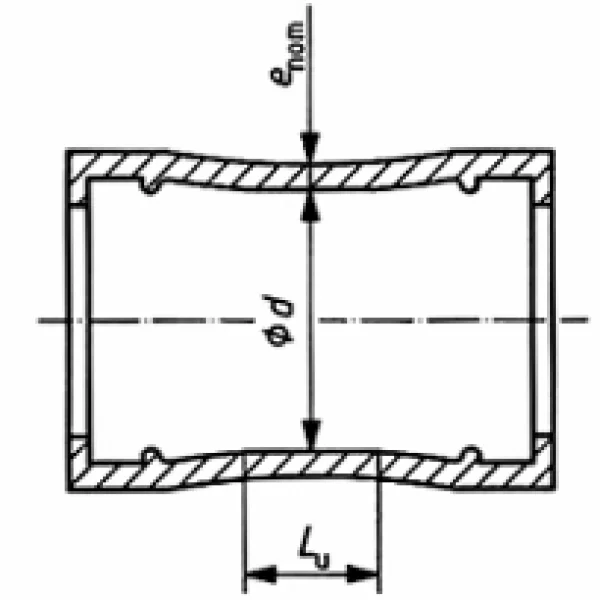
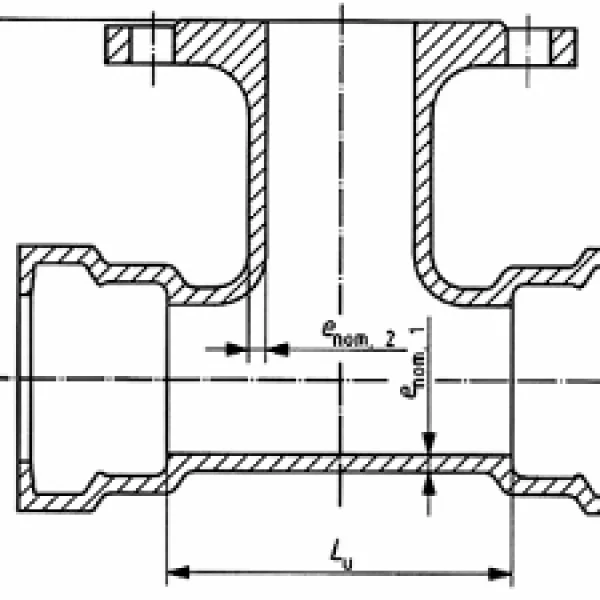
Momen uốn cho trong Bảng 10 xấp xỉ bằng các momen do trọng lượng của các cấp ống ưu tiên (khi sử dụng chiều dày danh nghĩa), của lớp lót vữa xi măng và của nước trên chiều dài ống không được đỡ, L, giữa các gối đỡ đơn giản có các mối nối mặt bích với mặt bích hàn, được đúc liền khối và điều chỉnh được,
- L = 8 m đối với DN £ 250;
- L = 12 m đối với DN ³ 300;
và đối với các mối nối mặt bích được vặn ren
- L = 6,8 m đối với DN £ 800;
- L = 12 m đối với DN ³ 900;
Bảng 10 - Momen uốn cho thử kiểu mối nối mặt bích của các cấp ống ưu tiên
DN | Được đúc liền, được hàn và điều chỉnh được | Được vặn ren |
kN·m | kN·m | |
40 | 0,6 | 0,4 |
50 | 0,7 | 0,6 |
60 | 0,9 | 0,7 |
65 | 1,0 | 0,8 |
80 | 1,3 | 1,0 |
100 | 1,7 | 1,4 |
125 | 2,4 | 2,0 |
150 | 3,1 | 2,7 |
200 | 4,8 | 4,5 |
250 | 7,1 | 6,7 |
300 | 22,1 | 9,3 |
350 | 29,1 | 12,6 |
400 | 36 | 16 |
450 | 45 | 20 |
500 | 54 | 25 |
600 | 77 | 35 |
700 | 100 | 47 |
800 | 129 | 52 |
900 | 161 | 140 |
1000 | 197 | 159 |
1100 | 237 | 192 |
1200 | 281 | 214 |
1400 | 383 | 274 |
1500 | 437 | 314 |
1600 | 495 | 355 |
1800 | 623 | 447 |
2000 | 766 | 549 |
2200 | 928 | 644 |
2400 | 1 100 | 764 |
2600 | 1 287 | 894 |
6. Phương pháp thử
6.1. Kích thước
6.1.1. Đường kính ngoài
Ống có đầu bao và bị bao phải được đo ở đầu bị bao bằng thước dây đo theo chu vi để bảo đảm sự phù hợp với dung sai đường kính ngoài. Cũng có thể kiểm tra ống bằng các calip QUA - KHÔNG QUA.
Ngoài ra, phải kiểm tra ống bằng mắt ở đầu bị bao về sự phù hợp với dung sai độ ôvan, trong trường hợp có nghi ngờ, phải kiểm tra bằng cách đo các trục lớn nhất và nhỏ nhất (của tiết diện ống). Cũng có thể thực hiện việc kiểm tra này bằng các calip QUA - KHÔNG QUA.
Tần suất thử kiểm tra có liên quan với hệ thống sản xuất và kiểm tra chất lượng mà nhà sản xuất đã sử dụng.
6.1.2. Chiều dày thành
Nhà sản xuất phải chứng minh sự phù hợp của chiều dày thành ống; có thể sử dụng kết hợp các biện pháp khác nhau như:
- Kiểm tra khối lượng ống;
- Đo trực tiếp chiều dày thành hoặc đo bằng thiết bị thích hợp như thiết bị cơ khí hoặc siêu âm. Tần suất thử kiểm tra có liên quan đến hệ thống sản xuất và kiểm tra chất lượng mà nhà sản xuất đã sử dụng.
6.1.3. Chiều dài
Phải đo chiều dài của các ống đúc ly tâm có đầu bao và bị bao bằng thiết bị thích hợp.
- Trên ống đúc đầu tiên bằng một khuôn mới, đối với các ống có chiều dài đầy đủ, và
- Trên ống được cắt đầu tiên, đối với các ống được cắt có hệ thống theo một chiều dài xác định trước.
6.2. Độ thẳng của ống
Ống phải được lăn trên hai gối đỡ hoặc được quay dọc theo đường tâm ống trên các con lăn, trong mỗi trường hợp các gối đỡ hoặc con lăn cách nhau một khoảng ít nhất là hai phần ba chiều dài tiêu chuẩn của ống.
Phải xác định điểm có sai lệch lớn nhất so với đường trục (tâm) thực, và sai lệch đo được tại điểm này không được vượt quá giới hạn được cố định trong 4.2.5.
6.3. Thử kéo
6.3.1. Lấy mẫu
Chiều dày của mẫu thử và đường kính của thanh mẫu thử phải theo chỉ dẫn trong Bảng 11.
6.3.1.1. Ống đúc ly tâm
Mẫu thử phải được cắt từ đầu bị bao của ống. Có thể cắt mẫu thử này vuông góc hoặc song song với đường tâm ống, nhưng trong trường hợp có sự tranh cãi phải sử dụng mẫu thử được cắt song song với đường tâm ống.
6.3.1.2. Ống không được đúc ly tâm, phụ tùng nối ống và phụ kiện
Theo quyết định của nhà sản xuất, các mẫu thử phải được lấy từ vật đúc mẫu liền khối hoặc từ một vật đúc mẫu gắn với vật đúc hoặc từ một vật đúc mẫu riêng biệt. Trong trường hợp cuối cùng, vật đúc mẫu phải được đúc từ cùng một kim loại như đã sử dụng cho vật đúc. Nếu vật đúc được xử lý nhiệt thì vật đúc mẫu cũng được xử lý nhiệt theo công nghệ tương tự.
6.3.2. Thanh mẫu thử
Thanh mẫu thử phải được gia công cơ từ mỗi mẫu thử đại diện cho kim loại tại chiều dày ở giữa mẫu thử, có phần hình trụ với đường kính được cho trong Bảng 11. Nếu đường kính quy định của thanh mẫu thử lớn hơn 60% chiều dày nhỏ nhất đo được của mẫu thử, cho phép gia công cơ một thanh mẫu thử có đường kính nhỏ hơn hoặc cắt mẫu thử khác ở phần dày hơn của ống. Cho phép thanh mẫu thử có các hình dạng khác nhau theo các tiêu chuẩn quốc tế hoặc quốc gia.
Các thanh mẫu thử phải có chiều dài đo ít nhất là bằng năm lần đường kính danh nghĩa của thanh mẫu thử. Các đầu mút của thanh mẫu thử phải thích hợp với máy thử.
Nhám bề mặt trên chiều dài đo được gia công cơ của thanh mẫu thử phải là Rz £ 6,3 mm có thể sử dụng hai phương pháp đo độ bền kéo theo quyết định của nhà sản xuất:
Phương pháp A:
Chế tạo thanh mẫu thử có đường kính danh nghĩa ± 10%, đo đường kính thực trước khi thử với độ chính xác ± 0,01 mm và sử dụng đường kính đo được này để tính toán diện tích mặt cắt ngang và độ bền kéo s; hoặc
Phương pháp B:
Chế tạo thanh mẫu thử có tiết diện danh nghĩa, S0 trong phạm vi dung sai quy định của đường kính (xem Bảng 11) và sử dụng tiết diện danh nghĩa này để tính toán độ bền kéo.
Bảng 11 - Kích thước của thanh mẫu thử
Loại vật đúc | Thanh mẫu thử, phương pháp A | Thanh mẫu thử, phương pháp B | ||
Đường kính danh nghĩa | Tiết diện danh nghĩa, So | Đường kính danh nghĩa | Dung sai đường kính | |
mm | mm2 | mm | mm | |
Ống đúc ly tâm có chiều dày thành: |
|
|
|
|
- nhỏ hơn 6 mm | 2,5 | 5 | 2,52 | ± 0,01 |
- 6 mm đến nhưng không bao gồm 8 mm | 3,5 | 10 | 3,57 | ± 0,02 |
- 8 mm đến nhưng không bao gồm 12 mm | 5 | 20 | 5,05 | ± 0,02 |
- 12 mm và lớn hơn | 6 | 30 | 6,18 | ± 0,03 |
Ống, phụ tùng nối ống và phụ kiện không được đúc ly tâm |
|
|
|
|
- vật đúc mẫu liền khối | 5 | 20 | 5,05 | ± 0,02 |
- vật đúc mẫu tách rời |
|
|
|
|
- chiều dày 12,5 mm đối với chiều dày vật đúc 12 mm. | 6 | 30 | 6,18 | ± 0,03 |
- chiều dày 25 mm đối với chiều dày vật đúc 12 mm và lớn hơn | 12 hoặc 14 | - | - | - |



Bài viết liên quan

Ống, phụ tùng nối ống, phụ kiện bằng gang dẻo và các mối nối dùng cho các công trình dẫn nước - Phần 3
4.2.2.2. Đường kính trong Các giá trị danh nghĩa của đường kính trong của ống được đúc ly tâm, được ...
Ống, phụ tùng nối ống, phụ kiện bằng gang dẻo và các mối nối dùng cho các công trình dẫn nước - Phần 2
Vật đúc có lỗ đồng đều với đường tâm thẳng, có đầu bao, đầu bị bao hoặc đầu có mặt bích. CHÚ THÍCH: ...
Ống, phụ tùng nối ống, phụ kiện bằng gang dẻo và các mối nối dùng cho các công trình dẫn nước - Phần 1
TIÊU CHUẨN QUỐC GIA TCVN 10177:2013 ISO 2531:2009 ỐNG, PHỤ TÙNG NỐI ỐNG, PHỤ KIỆN BẰNG GANG DẺO VÀ ...
Ống, phụ tùng nối ống, phụ kiện bằng gang dẻo và các mối nối dùng cho các công trình dẫn nước - Phần 5
6.3.3. Thiết bị và phương pháp thử Máy thử kéo phải có các giá cặp hoặc đầu kẹp thích hợp để kẹp ...
Ống, phụ tùng nối ống, phụ kiện bằng gang dẻo và các mối nối dùng cho các công trình dẫn nước - Phần 6
8.2. Ống có mặt bích Yêu cầu cơ bản đối với công trình đường ống có mặt bích là khả năng đỡ momen ...
Ống, phụ tùng nối ống, phụ kiện bằng gang dẻo và các mối nối dùng cho các công trình dẫn nước - Phần 7
8.3.6. Khuỷu nối 22°30' (1/16) hai đầu bao Xem Hình 10 và Bảng 18 Hình 10 - Khuỷu nối 22 ° 30' hai ...