Flange Socket Welding (Mặt Bích Hàn Socket): Giải Pháp Tối Ưu Cho Đường Ống Nhỏ Áp Lực Cao
Flange Socket Welding (Mặt Bích Hàn Socket): Giải Pháp Tối Ưu Cho Đường Ống Nhỏ Áp Lực Cao
Trong thiết kế và thi công các hệ thống đường ống áp lực, việc lựa chọn sai kiểu mặt bích không chỉ dẫn đến tình trạng rò rỉ lưu chất mà còn có thể gây hỏng mối hàn nghiêm trọng, đe dọa an toàn toàn bộ công trình. Đây là một vấn đề kỹ thuật cốt lõi mà các kỹ sư luôn phải cân nhắc kỹ lưỡng.
Thực tế, nhiều người vẫn còn nhầm lẫn giữa flange socket welding (mặt bích hàn socket) và mặt bích slip-on (mặt bích trượt). Sự nhầm lẫn này đặc biệt nguy hiểm khi làm việc với các đường ống có kích thước nhỏ nhưng vận hành dưới áp lực cao, nơi mà độ bền và tính toàn vẹn của mối hàn là yếu tố quyết định.
Vậy, tại sao socket welding lại được tin dùng trong các hệ thống quan trọng này và làm thế nào để phân biệt nó với các loại khác một cách chính xác? Bài viết chuyên sâu này sẽ giúp bạn hiểu rõ từ cấu tạo, nguyên lý hoạt động, cho đến các ứng dụng thực tế và cách lựa chọn Mặt bích hàn socket đúng chuẩn nhất.
Kiến thức nền: Mặt bích hàn socket Là Gì?
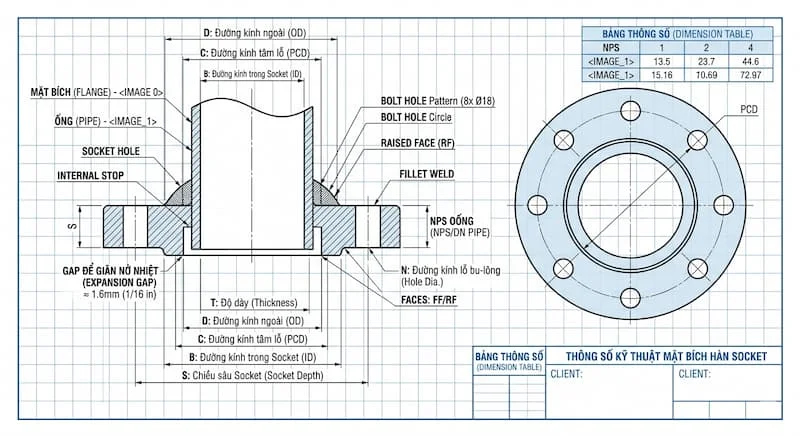
Để trả lời câu hỏi này một cách rõ ràng theo quan điểm chuyên gia, Mặt bích hàn socket là loại mặt bích có thiết kế phần “socket” (lỗ chờ) đặc trưng. Ống được đưa vào bên trong lỗ socket này cho đến khi chạm vào phần vai (shoulder) bên trong, sau đó một mối hàn fillet duy nhất được thực hiện xung quanh mặt ngoài của mặt bích và ống.

Loại mặt bích này thuộc nhóm flange được sản xuất và kiểm định theo các tiêu chuẩn quốc tế nghiêm ngặt như ASME B16.5 hoặc ANSI. Đây là giải pháp kết nối chuyên dụng, thường được ưu tiên sử dụng cho các đường ống có kích thước nhỏ (thường là DN50 trở xuống) nhưng đòi hỏi khả năng chịu áp lực cao và độ kín khít tuyệt đối.
Nguyên lý hoạt động của socket weld flange
Nguyên lý hoạt động của Mặt bích hàn socket dựa trên sự kết hợp giữa khớp nối cơ học (ống lồng vào mặt bích) và mối hàn fillet bên ngoài. Quá trình lắp đặt diễn ra như sau: ống được cắt bằng và đưa vào lỗ socket của mặt bích. Tuy nhiên, một lưu ý kỹ thuật cực kỳ quan trọng là ống không được đẩy sát vào phần vai bên trong.
Thay vào đó, người ta luôn để lại một khe hở nhỏ khoảng ~1.6mm (1/16 inch) giữa đầu ống và phần vai socket trước khi hàn. Mối hàn fillet sau đó được thực hiện quanh chu vi bên ngoài của mặt bích và ống.
Giải thích “tại sao cần khe hở 1.6mm”: Khe hở này không phải là lỗi lắp đặt mà là một yêu cầu kỹ thuật bắt buộc để giãn nở nhiệt. Khi hệ thống vận hành, nhiệt độ của lưu chất có thể thay đổi đột ngột. Nếu không có khe hở này, ống giãn nở sẽ đẩy trực tiếp vào mặt bích, tạo ra ứng suất cục bộ cực lớn tại vị trí mối hàn và có thể dẫn đến nứt mối hàn. Khe hở 1.6mm đóng vai trò là khoảng trống an toàn để triệt tiêu ứng suất này.
Phân loại Mặt Bích Hàn Socket phổ biến
Tùy thuộc vào thiết kế mặt đệm (facing), Mặt bích hàn socket được phân thành các loại chính sau:
Socket weld flange Raised Face (RF): Đây là loại phổ biến nhất. Phần mặt Raised Face cao hơn bề mặt bích, giúp tập trung áp lực lên gioăng (gasket), đảm bảo độ kín tốt hơn ở áp lực cao. Nó phù hợp với hầu hết các ứng dụng công nghiệp chịu áp lực.
Socket weld Flat Face (FF): Mặt bích có bề mặt phẳng hoàn toàn. Thường được sử dụng khi kết nối với các thiết bị hoặc mặt bích khác có mặt Flat Face, đặc biệt là khi vật liệu là gang hoặc nhựa, nơi mà áp lực siết bu-lông quá cao của mặt Raised Face có thể làm vỡ mặt bích.
Socket weld flange tiêu chuẩn (không phân loại RF/FF): Đây là cách gọi chung, nhưng trong thực tế, bạn luôn phải xác định kiểu mặt đệm (RF hoặc FF) khi đặt hàng để đảm bảo tương thích với gioăng và mặt bích đối diện.
Thông số kỹ thuật & tiêu chuẩn liên quan
Việc tuân thủ các thông số kỹ thuật và tiêu chuẩn là bắt buộc để đảm bảo an toàn cho hệ thống áp lực.
Tiêu chuẩn: Mặt bích hàn socket được sản xuất chủ yếu theo tiêu chuẩn ASME B16.5 cho các ứng dụng công nghiệp và ANSI cho các quy chuẩn Mỹ. Các tiêu chuẩn này quy định kích thước, vật liệu, và áp suất làm việc cho phép.
Thông số kỹ thuật chính:
DN/NPS: Kích thước danh nghĩa của ống (ví dụ: DN25 hoặc NPS 1).
Pressure class: Cấp áp lực của mặt bích (ví dụ: 150, 300, 600, 900, 1500, 2500). Class càng cao, khả năng chịu áp càng lớn.
Đường kính socket: Kích thước lỗ chờ để đưa ống vào.
Bolt circle (PCD): Đường kính tâm lỗ bu-lông để kết nối hai mặt bích.
Bảng thông số tham khảo (Size vs Pressure vs Dimension) cho mặt bích hàn socket RF theo ASME B16.5:
| NPS (Size) | Class 150 - OD (mm) | Class 300 - OD (mm) | Class 600 - OD (mm) | Socket Depth (mm) |
|---|---|---|---|---|
| 1/2" | 88.9 | 95.2 | 95.2 | 10.0 |
| 3/4" | 98.4 | 117.5 | 117.5 | 11.1 |
| 1" | 108.0 | 123.8 | 123.8 | 12.7 |
| 1-1/2" | 127.0 | 155.6 | 155.6 | 15.9 |
| 2" | 152.4 | 165.1 | 165.1 | 17.5 |
(Lưu ý: Bảng trên chỉ mang tính chất tham khảo, hãy luôn kiểm tra tiêu chuẩn ASME B16.5 mới nhất).
So sánh socket weld flange với các loại khác
Để lựa chọn loại mặt bích phù hợp, chúng ta cần so sánh flange socket welding với các loại phổ biến khác:
So với Slip-on flange:
Socket weld flange: Bền hơn do có khớp nối ống lồng vào và mối hàn fillet bên ngoài, tạo ra kết nối chắc chắn hơn, chịu rung động và ứng suất tốt hơn. Tuy nhiên, nó khó căn chỉnh khe hở hàn hơn và đắt hơn một chút.
Slip-on flange: Dễ lắp đặt hơn và căn chỉnh hơn, rẻ hơn. Nhưng mối hàn của nó (thường là mối hàn fillet ở cả bên trong và bên ngoài) yếu hơn so với mối hàn socket weld.
So với Weld neck flange:
Socket weld flange: Chuyên dùng cho đường ống nhỏ (thường < DN50) trong các hệ thống áp lực trung bình đến cao. Nó yêu cầu mối hàn fillet đơn giản hơn mối hàn butt-weld của weld neck.
Weld neck flange: Phù hợp nhất cho áp lực cực cao, đường kính lớn (thường > DN50), và nơi có sự thay đổi nhiệt độ đột ngột, do có phần cổ hàn butt-weld (hàn đối đầu) cực kỳ chắc chắn, chịu được ứng suất uốn và xoắn.
Insight: Không có loại mặt bích nào là “tốt nhất”, chỉ có loại “phù hợp nhất” với các yêu cầu kỹ thuật và ngân sách cụ thể của dự án. Mặt bích hàn socket là lựa chọn tuyệt vời cho các đường ống nhỏ áp lực cao nhờ sự cân bằng giữa độ bền và chi phí.
Ứng dụng thực tế và cách lựa chọn
Hiểu rõ ứng dụng và cách chọn là cách tốt nhất để đảm bảo hiệu quả đầu tư và an toàn hệ thống.

Khi nào nên sử dụng socket weld flange?
Flange socket welding được sử dụng phổ biến trong các trường hợp sau:
Hệ thống áp lực cao: Nơi mà mặt bích slip-on không đảm bảo độ bền mối hàn.
Đường ống kích thước nhỏ: Thường là các đường ống có kích thước danh nghĩa DN < 50 (NPS 2).
Ngành công nghiệp: Phổ biến trong ngành dầu khí, hóa chất, và các hệ thống hơi nước áp lực cao, nơi mà rò rỉ là không thể chấp nhận được.
Sai lầm thường gặp khi sử dụng
Việc sử dụng sai cách Mặt bích hàn socket có thể dẫn đến những hậu quả nghiêm trọng:
Không để khe hở khi hàn: Đây là lỗi phổ biến nhất, gây ra nứt mối hàn do ứng suất giãn nở nhiệt khi hệ thống vận hành.
Chọn sai kích thước socket: Sử dụng ống có đường kính ngoài không khớp với đường kính socket của mặt bích, tạo ra kết nối lỏng lẻo hoặc không thể lắp đặt.
Dùng cho ống lớn (không phù hợp): Cố ý sử dụng flange socket welding cho đường ống kích thước lớn (> DN50) nơi mà weld neck flange là lựa chọn bắt buộc để đảm bảo an toàn.
Hậu quả: Nứt mối hàn, rò rỉ lưu chất, giảm tuổi thọ của toàn bộ hệ thống đường ống, và tăng nguy cơ tai nạn lao động.
Hướng dẫn / Checklist: Chọn và Hàn Socket Weld Flange Đúng Chuẩn
Để đảm bảo kết nối an toàn và bền bỉ, hãy tuân thủ quy trình checklist dưới đây.
Cách chọn Mặt Bích Hàn Socket đúng chuẩn
Xác định kích thước ống: NPS/DN và độ dày thành ống (schedule) để chọn kích thước mặt bích phù hợp.
Xác định áp lực và nhiệt độ hệ thống: Để chọn pressure class (150, 300...) và vật liệu phù hợp.
Kiểm tra tiêu chuẩn: Xác định tiêu chuẩn (ASME B16.5, ANSI...) yêu cầu của dự án.
Chọn kiểu mặt đệm (Facing): Raised Face (RF) hoặc Flat Face (FF) dựa trên gioăng và thiết bị kết nối.
Chọn vật liệu: Thép carbon cho các ứng dụng thông thường, nhiệt độ trung bình, hoặc Inox (thép không gỉ) cho môi trường ăn mòn, nhiệt độ cao.
Lưu ý khi hàn socket weld flange
Luôn để khe hở (~1.6mm): Đây là quy tắc vàng không được quên để giãn nở nhiệt.
Hàn đều quanh chu vi: Đảm bảo mối hàn fillet được thực hiện đồng đều, đầy đặn xung quanh bích và ống.
Kiểm tra mối hàn sau khi hoàn thiện: Sử dụng các phương pháp kiểm tra không phá hủy (NDT) như kiểm tra thẩm thấu (PT) hoặc kiểm tra hạt từ (MT) để phát hiện các vết nứt bề mặt.
Tránh quá nhiệt: Kiểm soát nhiệt độ hàn để tránh làm biến dạng mặt bích hoặc làm yếu vật liệu ống.
FAQ: Những câu hỏi thường gặp về flange socket welding
Là một content writer SEO cao cấp, tôi hiểu FAQ là một phần quan trọng để tối ưu hóa SEO và giải đáp thắc mắc của người đọc.
1. Flange socket welding dùng cho áp lực bao nhiêu?
Khả năng chịu áp phụ thuộc vào pressure class và vật liệu, thường từ 150 đến 2500 class. Tuy nhiên, nó được coi là giải pháp tối ưu cho các hệ thống đường ống nhỏ có áp lực từ trung bình đến cao.
2. Có thực sự cần để lại khe hở 1.6mm khi hàn không?
Có, khe hở 1.6mm là bắt buộc để giãn nở nhiệt. Không để khe hở này là nguyên nhân hàng đầu dẫn đến nứt mối hàn trong socket weld flange.
3. Flange socket welding có thể thay thế cho slip-on flange được không?
Có thể, socket weld flange bền hơn nên có thể thay thế slip-on trong hầu hết các ứng dụng. Tuy nhiên, nó đắt hơn và khó căn chỉnh khe hở hàn hơn. Hãy cân nhắc kỹ về chi phí và yêu cầu kỹ thuật.
4. Dùng cho đường ống kích thước lớn được không?
Không khuyến khích. Flange socket welding được thiết kế chuyên biệt cho đường ống nhỏ. Đối với ống kích thước lớn (> DN50) áp lực cao, bạn nên sử dụng weld neck flange để đảm bảo an toàn tối đa.
Kết luận
Flange socket welding là một phụ kiện kết nối quan trọng và hiệu quả cho các đường ống nhỏ vận hành dưới áp lực cao trong nhiều ngành công nghiệp then chốt. Việc hiểu đúng từ cấu tạo, nguyên lý hoạt động cho đến các ứng dụng thực tế và sai lầm thường gặp là cách tốt nhất để bạn có thể tự tin lựa chọn và sử dụng nó một cách an toàn, tránh những lỗi hàn đáng tiếc và tăng tuổi thọ cho toàn bộ hệ thống Flange socket welding.



Bài viết liên quan

Tiêu Chuẩn Mặt Bích JIS 10K: Hiểu Đúng Từ Bản Chất Đến Ứng Dụng Thực Tế
Tiêu Chuẩn Mặt Bích JIS 10K: Hiểu Đúng Từ Bản Chất Đến Ứng Dụng Thực Tế Khi bắt tay vào thiết kế ...

Flange ASTM A105 là gì?
Flange ASTM A105 là gì? Giải pháp tối ưu cho hệ thống áp lực cao Hãy tưởng tượng hệ thống đường ống ...
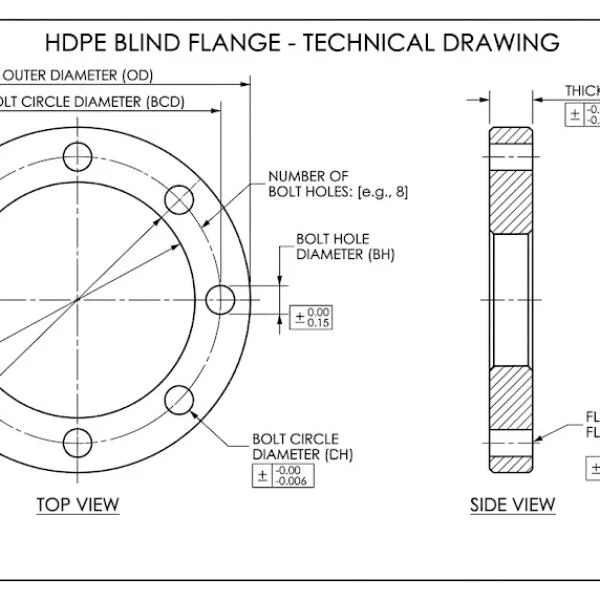
Blind flange HDPE là gì?
Blind Flange HDPE: Giải pháp bịt chặn chuyên dụng và tối ưu cho hệ thống ống nhựa Trong quá trình ...

Inox Tấm 304: Giải Pháp Bền Bỉ Cho Gia Công Và Xây Dựng - Phân Tích Chuyên Sâu
Inox Tấm 304: Giải Pháp Bền Bỉ Cho Gia Công Và Xây Dựng - Phân Tích Chuyên Sâu Trong thế giới vật ...
Flange UNI 6093: Hiểu Rõ Tiêu Chuẩn Mặt Bích Châu Âu Cho Đường Ống
Flange UNI 6093: Hiểu Rõ Tiêu Chuẩn Mặt Bích Châu Âu Cho Đường Ống Khi làm việc với các hệ thống ...

Flange RF Type Là Gì? Định Nghĩa Từ Góc Nhìn Kỹ Thuật
Flange RF Type Là Gì? Giải Mã Tiêu Chuẩn Mặt Bích Phổ Biến Nhất Ngành Công Nghiệp Bạn đã bao giờ gặp ...